Fræsning muliggør præcis udskæring af vilkårlige former fra forskellige materialer, hvilket sikrer en glat, mat overflade på skærekanten. For klar plexiglas er det muligt at anvende diamantfræsning, som giver kanterne en spejllignende gennemsigtighed. Fræsning er et fremragende valg til projekter, der kræver høj præcision og æstetisk finish.
Laserteknologi muliggør hurtig og præcis udskæring af former fra mange typer materialer. Laserskæringsprocessen smelter kanterne, hvilket giver en gennemsigtig og skinnende effekt. Selvom overfladen af kanten ikke er helt flad, tilføjer de fine ujævnheder en karakteristisk visuel effekt.
Plotterskæring anvendes hovedsageligt til materialer som selvklæbende folier eller tynde kartoner. Det muliggør præcis udskæring af både enkle og komplekse former på kort tid. Det er en ideel metode til projekter, der kræver høj gentagelighed og lave produktionsomkostninger.
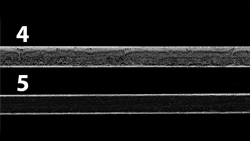
Traditionel guillotineskæring giver en enkel og økonomisk metode til bearbejdning. Der kan være små mærker og tryk på skærekanten, som let kan fjernes med sandpapir. Muligheden for at vælge kantudjævning giver en æstetisk finish.
Opsummering:
Hver af skæringsteknologierne har sine unikke egenskaber, der kan tilpasses til projektets specifikationer. Takket være de brede teknologiske muligheder kan vi sikre præcis og æstetisk bearbejdning af ethvert materiale, hvilket opfylder selv de mest krævende kunders forventninger.
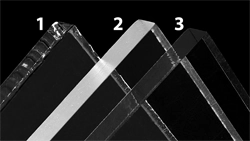
1. Skæring - CO2 laser
2. Fræsning af plexi
3. Polering af kanter med diamantfræser
4. Skæring af TuBond med guillotine
5. Fræsning af Tu-bond
Kimla 1326 portalfræser er en moderne enhed til præcis bearbejdning af forskellige materialer ved hjælp af fræsning, knivskæring og bigning.
Elementer skåret på fræseren har skarpe kanter og rester af materialets overfladelag. Afgratning af kanter og fjernelse af rester er kundens ansvar - vi anbefaler brug af sandpapir med kornstørrelse 150-200.
Kimla 1326 fræseren sikrer præcis og alsidig bearbejdning af forskellige materialer, hvilket gør den til en ideel løsning for reklame-, industri- og emballageproduktion.
Processen med diamantpolering af kanter på Kimla-maskinen ved hjælp af en fræser med monokrystallinsk diamantspids vedrører klar plexiglas og indebærer brug af et specialværktøj til at opnå glatte, gennemsigtige kanter efter fræsning.
Diamantpolering er en effektiv metode, især til høj kvalitet plexiglas elementer anvendt i reklame og udstillinger, hvor perfekt finish og æstetik af detaljen er vigtig.
Bøjning af kompositmaterialer som Tu-Bond (DiBond) udføres ved at skære en V-rille med en konisk fræser. Denne proces muliggør præcis bøjning af panelet uden at beskadige de ydre aluminiumslag, hvilket sikrer en æstetisk og holdbar finish.

Bøjning af Tu-Bond kanter anvendes også i skilt- og mærkekalkulatoren. Dette har til formål at stive frontfladen og omdanne det flade panel til en rumlig konstruktion. Denne proces øger holdbarheden af skiltet og forbedrer dets æstetik, hvilket eliminerer behovet for yderligere rammer eller forstærkninger.
Ved brug af en konisk fræser muliggør Kimla fræseren præcis og gentagelig bøjning af Tu-Bond (DiBond), hvilket gør det til en ideel løsning for reklame-, bygge- og industribranchen.
Bigning/falsning er en proces, der muliggør æstetisk og præcis foldning af trykte materialer.
Ved bigning, perforering eller falsning af ikke-standardiserede projekter (ikke defineret i skabeloner) skal man:
Perforering er en bogbinderproces, der indebærer at lave en række små snit langs en linje, hvilket muliggør nem afrivning af dele af et papirark. Med denne løsning kan man nemt adskille fragmenter af materialet, såsom kuponer, formularer eller billetter, uden brug af saks eller skæreværktøjer.
Hæftning er en bogbinderteknik, hvor papirark foldes og hæftes med metalhæfteklammer langs ryggen. Denne metode til at forbinde siderne er holdbar og æstetisk, og gør det også nemt at åbne brochuren. Hæftning er ideel til tynde brochurer, informationshæfter, notesbøger, hæfter.